
Gjutning som den gick till på Hellefors bruk på 1700-talet:
Uppsättning:
Järnmalmen finfördelas redan vid gruvorna genom att bokas (slås sönder med slägga). Från Stavs- och Valfalla gruvor anländer sedan malmen till Hellefors masugn. Vid hyttan läggs malmen i rostugnarna för att åter igen bokas med malmkrossen (bokverket). Från rostugnen lastas malmen på en ”hund” en slags skottkärra på räls och vinschas upp till masugnskransen där speciella förråd för limsten (bränd kalksten), kol och malm förvaras.
Den så kallade hunden som skötte transporten av malm. Foto: Kaj Eriksson
I bakgrunden ses de olika förråden för malm, kol och limsten som med en beskickare (ses hänga i kedjor vid förråden) hälls i uppsättningsmålet (hålet ner i ugnspipan).
Foto: Kaj Eriksson


Masugnens uppsättning börjar med att man fyller ugnen helt med kol. Kolet antänds i botten av masugnen. Sedan täcker man hålet vid stället med sand och sätter ett järnrör med lock som kan öppnas vid behov för underhållsdrag.
Man väntar sedan tills elden brunnit igenom upp till det övre lagret. Uppsättaren och masmästaren har här ett stort inflytande på hur blåsningen kommer att lyckas. Här används deras yrkesskicklighet och långa erfarenhet. De ser först hur fukt försvinner på masugnsmurarna, ställbröstet och vid formtaket, på röken och glödens färg nästan på graden hur varm ugnen är.
Beskickning av masugnen med en beskickare (skopa). Foto: Åminne Bruksmuseum.

Beskickning:
Masmästaren fyller nu med ca 1 och halv skopa rostad järnmalm och en halv skopa kalksten, samt underhåller med kol. Allt kastas ner i pipan som nu står helt öppen. Man beskickar vartefter med järnmalm och efterhand på rätt tid släpper man på vattnet till bälgarnas vattenhjul. Till en början låter man bälgarna slå sakta. Man öppnar och ränsar stället med rymstockar och krokar och dämmer till. Malmskickningen fortsätter tills masmästaren och uppsättaren anser att ugnen är full. Draget i bälgarna regleras efter order från masmästaren eller uppsättaren. Nu avvaktar man rätt temperatur, färgen i ugnen är den bästa termometern, erfarenheten hos masmästaren är här helt avgörande för resultatet. Det gick åt kopiösa mängder kol vid ett styckebruk. Omgivande skogar var ofta helt kalhuggna. De största enskilda byggnaderna vid bruken var oftast kolhusen.
Det vackra kolhuset vid Hellefors bruk hade när det byggdes på 1840-talet. Innan fanns där ett stort kolhus med ett tak uppburet av pelare. När det ”nya” kolhuset på bilden ovan stod klart hade det Europas största självbärande takkonstruktion.
Foto: Kaj Eriksson

Modellering:
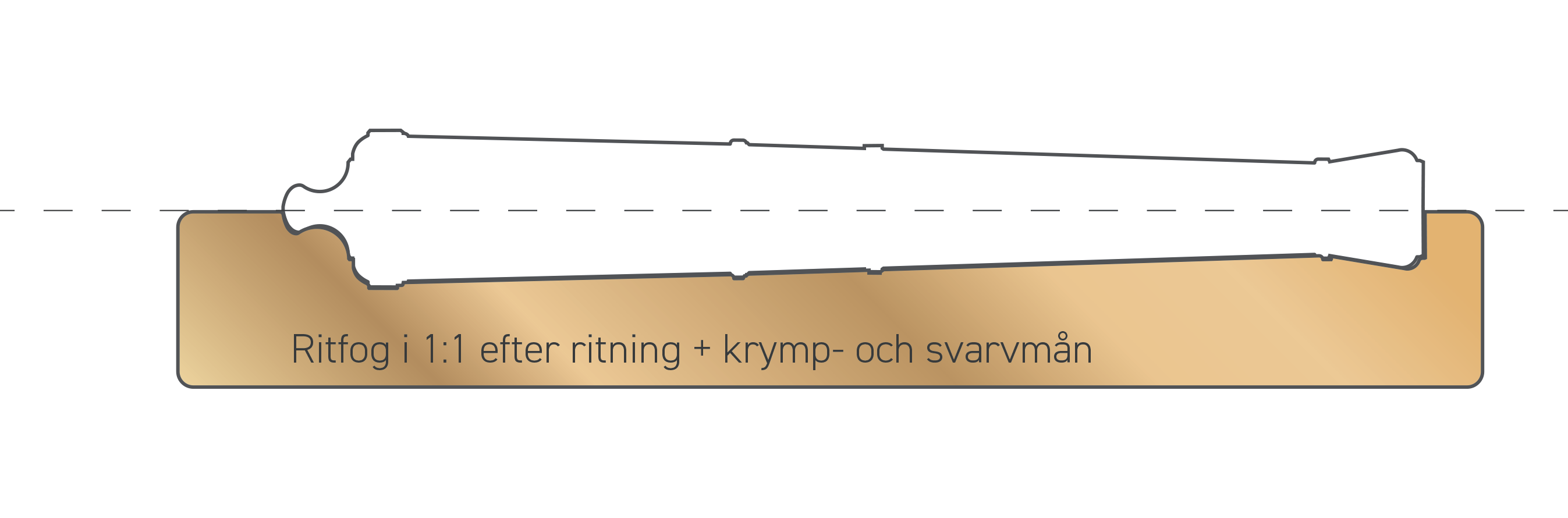
Innan modellering skapas först en träskiva (ritfog) efter ritningen som är i skala 1:1. Denna ritfog kontrolleras sedan av en kontroll-officer så att alla dimensioner överensstämmer med ritningen. Sedan skapas mallar för alla icke rätlinjiga delar som skärs ut i tjock järnplåt. Mallarna kontrolleras även de av kontrollanten. Efter att alla mallar är tillverkade så tar arbetet med att skapa en modell av kanonen som man sedan använder för att skapa formen av. Modellen är större än den färdiga kanonen, detta för att hålla med krympnings- och svarvningsmån (järn krymper när det avsvalnar och för svarvningen lämnades även här lite tjockare gods för ytsvarvningen).
Modell för lerformning:
Modellen för lerformar gör man av en kärna bestående av en ”stympad konisk spindel”, en slags konisk axel på vilken man lindade lunta och rep tills det ungefärliga utseendet erhållits. Över det (vulvas) lindas hampa som hålls på plats av järntråd. Ovanpå vulvningen appliceras sedan lera blandat med nöthår och ytterligare ett tunt lager hampa och ståltråd. Sedan får allt torka över eld. Sedan lägger man på ett lager fin och välarbetad lera som svarvas till rätt utseende med en mall som ger modellen exakt mått genom att man vrider runt modellen. När leran torkat stryker man hela modellen med smält beck. Modellen får också i den ända som är vänt uppåt ett så kallat förlorat huvud bestående av en kona som har sin största diameter uppåt. Denna kon samlar upp järnets orenheter vid avsvalningen efter gjutningen. Nedåt på modellen sätter man ett kubiskt utsprång som liknar ett fyrkantigt stycke som senare kommer att användas för att hålla i kanonen under senare kommande svarvning och borrning. Sista lagret är ett släppmedel som gör att man enklare kan lossa modellen från formen. Varje modell kan bara användas en gång när man gör en lerform.
Modell för sandformning vanlig först på slutet av 1700-talet:
Om man skulle tillämpa sandformning skapades en modell av järn, uppdelad i flera delar, från förlorade huvudet till det kubiska utsprånget. Ofta delades modellen på naturliga snitt som vid förlorade huvudet, trumfen, långa fältet, tappstycket, kammarstycket, bottenförstärkningen, och druvan med fyrkanten (förlorade huvudet). Fördelen med sandformningen var just att modellen var av järn och att hela proceduren med att skapa en ny form kunde göras med samma modell.
Formning i lermot:
Formen, är den yta ovanpå modellen som skapar ihåligheten där järnet ska hällas i vid gjutningen. En gjutform är en hel vetenskap att tillverka, så förenklat formas ett skal över modellen. Modellen tas sedan ur genom att man förstör modellen inuti, genom att dra ur hamparep som modellen var gjord av. När modellen är ute finns utrymmet kvar för att fyllas med det smälta gjutjärnet.
Formen som i äldre tider kallades moten efter franskans ”moule” är den del som tar vid efter lagret med släppytan mot modellen. Det är samma typ av formlera och blandning av armering som till modellen. Men här används även hästspillning och andra hemliga ingredienser för att hindra sprickbildning i formen. Här läggs också leran på lager efter lager med bränningar mellan varje lager. När formen är klar sätter man bandjärn längs hela formen och runt om innan man låter slutbränna hela formen. När allt svalnat tar man försiktigt ut modellen genom att dra ur rep och träkonan ur formen. Man plockar rent i alla skrymslen och vrår så att insidan är en exakt avbild av modellen. Med ett stearinljus inspekteras sedan insidan av formen, dels för att se att inget av modellen sitter kvar och dels för att se så det inte finns några sprickor. Sprickor lagas med lervälling.
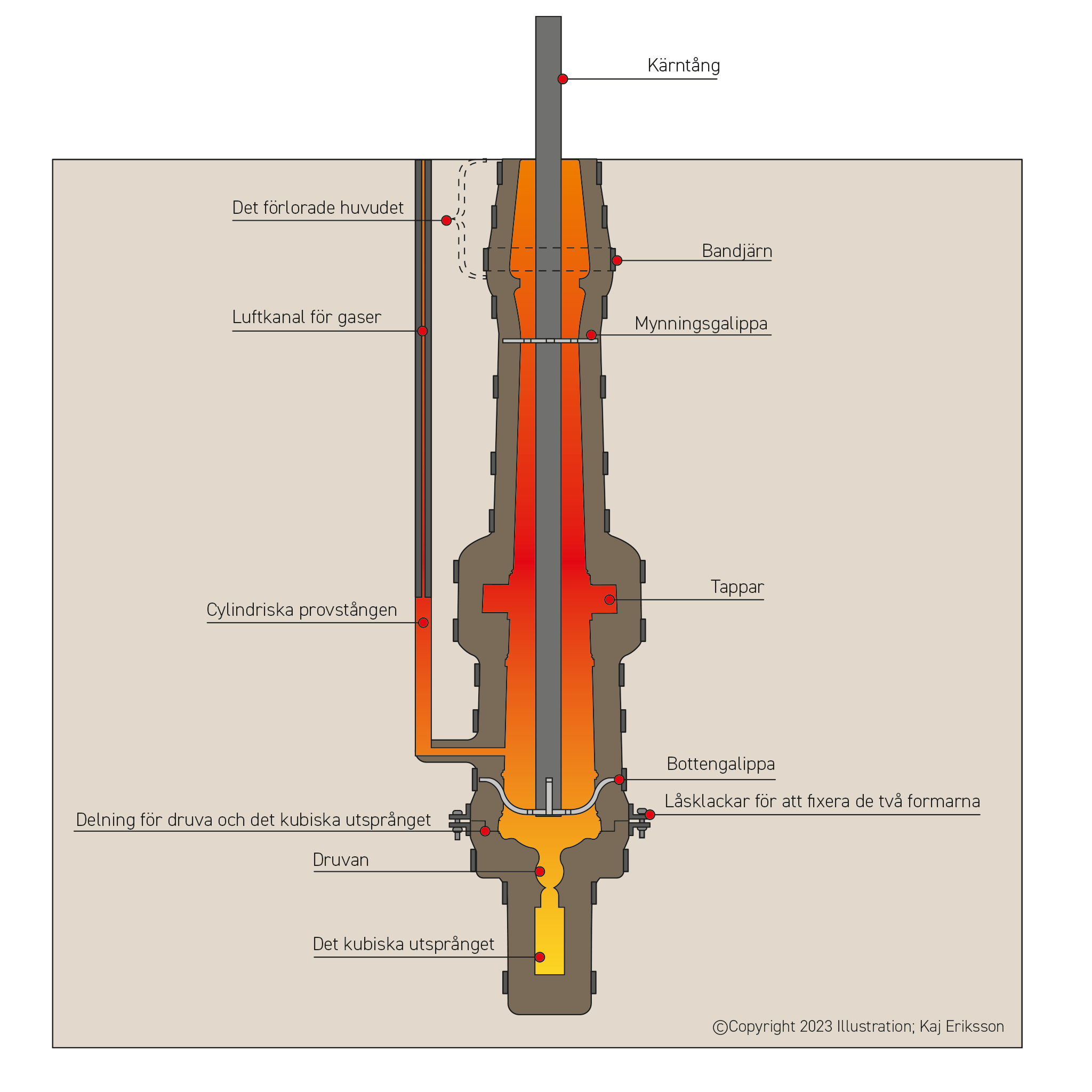
Före 1756 stoppade man även in en kärna för att skapa loppet. Kärnan fästes i formen med två eller flera galippor. Dessa var gjorda av smidesjärn och fick smälta ihop med gjutjärnet vid gjutningen. Detta fick ofta extra gasutveckling vilket uppkom då galipporna smälte. Det i sin tur skapade gallror (blåsor) i metallen som blev en försvagning av kanonen. Genom att man 1756 införde kravet att kanoner skulle gjutas massiva, dvs utan kärna så kringgick man detta problem men fick ett besvärligare och svårare borrningsförfarande. Bilden nedan visar en lerform nergrävd i gjutkistan. Notera placeringen av den cylindriska provstången som är en ren gissning. Forskning pågår om dess rätta placering, vad man säkert vet är att en cylinder fanns till varje stycke och att de hade samma gjutnummer.
Formning i sand:
På Hellefors Styckebruk kan man se i källmaterialet att tekniken ”Sandformning” var den teknik som oftast användes efter det första lyckade försöket år 1779 som får anses som tidigt, kanske det första lyckade försöket i Sverige. Andra styckebruks försök med sandformningsmetoden kom att successivt öka från 1785 och framåt.
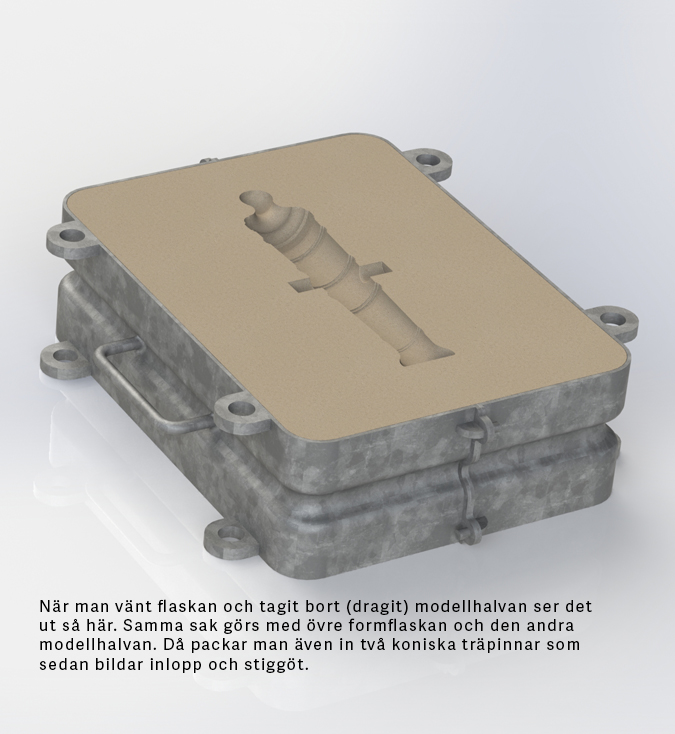
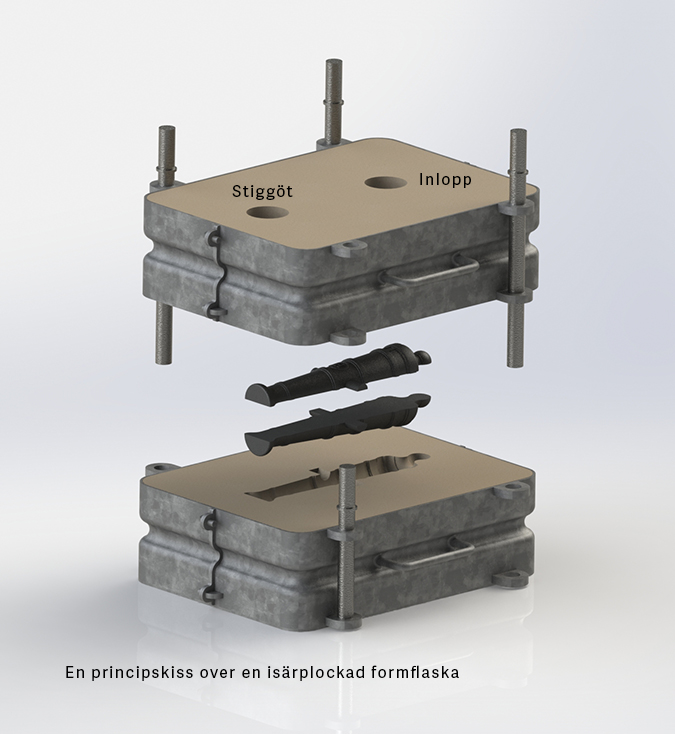
Vid sandformning använder man brätt och formflaskor i två eller fler delar (en formflaska för en kanon kan ha varit upp mot 8 delar. I formflaskand placeras en delad järnmodell som packas hårt med gjutsand, här krävs rätt typ av inlopp, gjutkanaler, stiggjöt och andra listiga tekniker för att resultatet ska bli bra. När sanden packats dras modellhalvan från formen. Formflaskans olika delar hålls inbördes i rätt läge i förhållande till varandra genom styrningar bestående av dubbar och bussningar, det är viktigt att dessa är noga inpassade annars bildas en partförskjutning som leder till att stycket kasseras. Vid all sandformning krävs även att modellen är fri från negativa ytor som inte släpper ur formen när den delas (kallas släppvinklar). Vid varje sådant minussläpp behövde man göra en delning av flaskan med nya styrningar. Modellen dras därefter ut ur flaskans båda halvor och sätts sedan ihop. Sandformen gäller för en gjutning, men den delade järnmodellen kan återanvändas fritt medan modellen till lerformen bara kan återanvändas till 1 formning.
Illustrationer: Kaj Eriksson

Styckegjutningen:
Under tiden då uppsättningen pågår förbereder styckegjutaren och hans drängar genom att sänka ner formarna i gjutkistan. Det förekom att man göt kanonerna med druvan uppåt, eller med druvan nedåt, men på senare tid även liggande horisontellt (i formflaskor med stiggöt). Bruken hade olika idéer om detta även om Kungliga Majestäts Reglemente förespråkade att druvan skulle vara vänd ned mot bottnen i gjutgropen. I mitten av 1800-talet har man slutat att gjuta stycken på bruket i Hälleforsnäs men vid Åkers styckebruk experimenterar och sedan inför Martin von Wahrendorff gjutningen med druvan uppåt och trumfen (mynningens sida) nedåt. Detta anammas sedan av andra bruk. Det förlorade huvudet blir i detta fallet en förlängning av själva kammarstycket.
All förflyttning av tunga arbeten skedde på denna tid med block och rullbjörnar. Masmästaren ger order om när masugnstället ska öppnas och det smälta järnet rinner längs sandrännorna ner i formarna för ”provstänger” och kanoner. Samtidigt med varje ny kanon gjuts en så kallad cylindrisk provstång 20 decimaltum (593,808 mm) lång och 3 decimaltum (89,0712 mm) i diameter. Den får samma gjutnummer som den kanon den gjutits bredvid. Provstången måste vara helt kall innan den får tas ur formen. Den sparas till kontrollanten (besiktningsofficeraren) som tillsammans med masmästaren och annan ansvarig personal på bruket används för att kontrollera järnets seghet och kvalité. Till exempek så slås provstängerna av och man tittar på brottytans struktur och färger på så sätt kunde segheten bestämmas. Brottytan på dragstången gav alltså viss information om kanonernas hållfasthet. Genom att borra i provstången fick man ytterligare kunskap om järnets kvalité.

Den cylindriska provstången, den du ser på bilden är från Stavsjö bruk
Eventuellt överjärn gjuts till ammunition eller till tackjärn som man sedan skickar till Smedstorps hammare. På hyttbacken rensas formarna och gjutskägg och andra gjutfel åtgärdas med hammare och med fil.
Svarvning
Efter att styckena rensats sattes stycket upp horisontellt i en svarv och med olika mätstickor och inmätningar svarvades kanonen från mynning till tappstycket vilket pga tapparna hoppades över för att sedan fortsätta att svarvas hela vägen till druvan.
Vertikal ”borrwind” borrmaskin av den typen som fanns vid Hellefors Styckebruk

Borrning
Därefter hissas styckena upp parvis i den stora vertikalborren som i Hellefors Styckebruks senare fall var konstruerad av Bergsrådet och ingenjören Sven Rinman.
Eldrören är massivt gjutna från någon gång mitten 1700. Gjutjärn är hårt och tungborrat. I ett brev från Sven Rinman till Bergskollegium 1786 berättar han att han varit i Hälleforsnäs och förbättrat borrarna så att det ska gå fortare att borra grova kanoner. Läs om brevet här…
På senare tid kom styckebruken att gå över till att borra kanonerna i horisontellt läge. Efter att eldröret borrats så svarvas trumfen rak och plan och tapparna svarvas. Sist borras fänghålet.
En av Hällefornäs tre provskjutningsplatser med kallmurade bröstvärn. Här sköt man ut över bruksdammen.
Foto: Kaj Eriksson
Kruttorn i Hälleforsnäs, precis intill provskjutningsplatsen.
Foto: Kaj Eriksson


Besikning av nya kanoner
Besiktning gjordes av särskilda officerare. År 1664 uppdrogs åt Bergskollegium att inspektera styckegjuterierna. Samma år utfärdades också bestämmelser beträffande provskjutning. Senare gavs ansvaret till tygmästaren som förberedde beställningarna och skaffade fram ritningarna för de kanoner som skulle beställas. Tygmästaren skulle nu också sköta om kontrollen. Den verksamheten går tillbaka till mitten av 1600-talet. Redan då utsändes besiktningsofficerare till bruken. Kontrollverksamheten var både omfattande och betydelsefull.
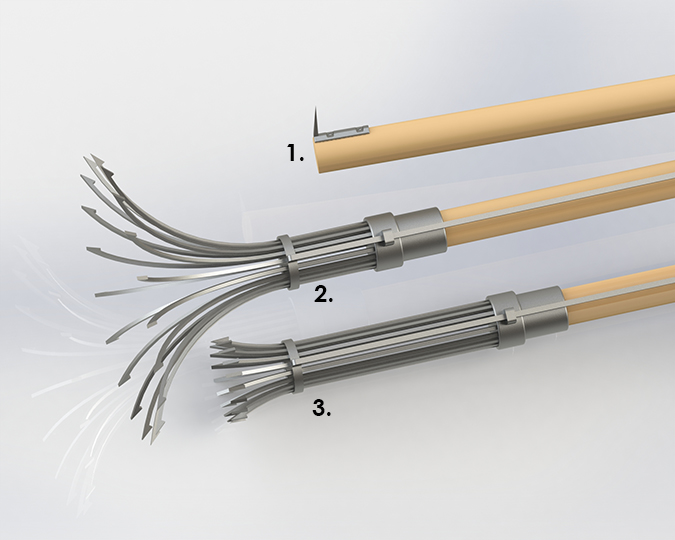
Verktyg för kontroll av eldrör
1. Gallerkrok, för lägesbestämning av gallror och gjutfel.
2. 19-krokig tastare för att leta gallror i loppet, utfällt läge.
3. 19-krokig tastare, infällt läge, o-ringen uppkörd så att krokarna fälls in.Illustration: Kaj Eriksson
Tvärsnitt på ett eldrör. Gallror (gjutfel) registreras med en gallerkrok,
Illustration: Kaj Eriksson

Nu gällde det att kanonerna svarade upp till de normer och toleranser som var satta av Krigskollegiet och flottan. Hellefors bruk hade sin provskjutningsplats i skogen ovanför bruksdammen. Innan kanonerna fick säljas var de tvungna att provskjutas och mätas/vägas.

På 1780-1787 gjordes stora mängder 6-pundiga eldrör på Hellefors styckebruk. De kanonerna var konstruerade av överste Carl Fredric Aschling och besiktades helst av honom själv. På Hellefors bruk blev han säkert grundligt uppassad och rejält bortskämd. C.F. Aschling skrev sedan protokoll över varje kanon, sedan märktes eldröret. Först sattes kronans löpnummer/ordningsnummer t ex No. 33 och sedan brukets gjutnummer och eldrörets vikt med romerska siffror t ex XI: XVI: V:- . Då man sprängskjutit kanoner (stycken som utsattes för extrem stress och överladdning) och fått några som inte sprack gjordes ett kassationsmärke i form av en liten sluttande avmejsling i högra tappens övre del för att stycket inte skulle kunna säljas vidare. På 1800-talet infördes kronstämpling av approberade eldrör på kanonens mynningsplan över kanalen (loppet).
På bilden ovanför ses ett protokoll med 14 stycken 6-pundiga kanoners godkännande. Hälleforsnäs kanoner ansågs hålla en jämn och god kvalité.

På kanonerna vid Skansen finns denna kronmärkta pjäs.
”Marinen hade kontrollofficerare som övervakade kvalitén på varje nytillverkat eldrör, varje eldrör stämplades efter godkänd besiktning på mynningen med kronstämpel efter godkännande.”Källa: Hans Lineskär, Intendent Marinmuseum, Karlskrona
Foto: Kaj Eriksson

Det stycken som inte gillades av Kronan och försvarsmakten här i landet kasserades. Men bruken kunde i bland lista ut köpare på svaga kanoner i utlandet. Dessa kanoner fick bruken sälja med tullskatt. I en kungörelse från Kommerskollegium från den 25 juni 1822 kan man läsa att Kungl. Maj:t tillåter bruken att exportera kasserade kanonstycken och andra artilleripjäser med en tullskatt på 5% av försäljningsvärdet om det sker med svenska skepp. När det gällde export utomlands med främmande fartyg, fick de betala 10% i tull.
Kungörelse från Kommerskollegium från den 25 juni 1822
De färdiga och godkända kanonerna lagras inför transport till utskeppningsplatsen i Torshälla. Transporten skedde med oxdragare och vagn under de perioder det var tjäle i marken, eller på snön med slädar. Transporten gick både på is och så kallade vintervägar mellan Hälleforsnäs och Torshälla. På 1700-talet skeppades järngods för runt 3000 skeppspund ut från hamnen i Torshälla, det är i runda slängar hela 500 ton.
I ett brev mellan Abine Noij och räntmästare Börje Cronberg kan man läsa att kanonerna från Hellefors bruk bara kunde transporteras vintertid eftersom vägarna var för dåliga. Vintertid höll vägarna tack vare tjälen. Breven är från tiden innan Börje Cronberg köper bruket år 1666. Förutsättningarna för transporter var nog desamma tills järnvägen kom i slutet på 1800-talet.